
Nuts & bolts: What you need to know about fasteners


|
|
Not all fasteners are created equal...
From Unique Cars #305, Nov/Dec 2009
Nuts and bolts are obviously vital components in your engine and car. Factory bolts are fine for standard applications and can even serve satisfactorily in mildly uprated engines, but really, you can’t go past a set of high quality aftermarket nuts and bolts when you’re rebuilding anything.
Even a standard engine can benefit from stronger bolts, particularly conrod bolts. You never know if it’s had a severe over-rev that’s stretched the bolts at some time in the past.

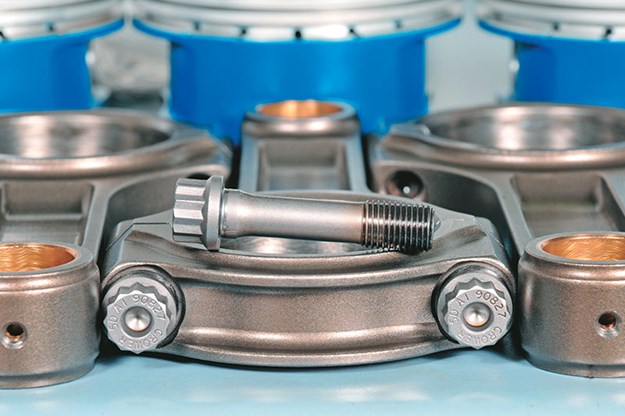
The conrod bolt on the right is a medium performance unit from ARP. The waves on the shank are designed to create an interference fit in the conrod to locate the cap accurately. Other rods have cap locators built into the caps. These can use bolts like the one on the left
Bolts can be stretched either elastically or plastically. If a bolt returns to its original length when the stretching force is removed, it was stretched elastically. If, however, the bolt doesn’t return to its original length and remains slightly stretched when the force is relaxed, it has been stretched plastically.
The point at which the stretch changes from elastic to plastic is called the yield point. When a bolt is tightened too far into yield it loses its clamping ability and the parts it fastens can separate under load, which is generally disastrous.

Use the force
The way bolted joints work is interesting and somewhat unexpected to the uninitiated. When a bolt is tightened it stretches as just described. Because the bolt is stretched elastically it exerts a strong clamping pressure. The components being clamped together are compressed and exert a reactionary force against the head of the bolt.
So, if the bolt exerts a clamping force of, say, 10,000lbs on the joint, then the joint is exerting a 10,000lbs force back against the bolt. This balance of forces is called the pre-load.
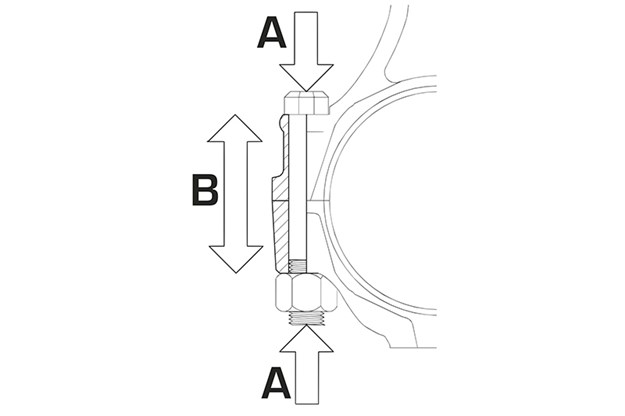
The A arrows represent compressive pre-load in the joint. The B arrows represent the separating force to which the joint will be subjected in service
If a service load of 6000lbs is applied to the joint, the stress in the bolt doesn’t become 16,000lbs as you might think. Rather, the 6000lb force actually reduces the compressive stress in the joint to 4000lbs. The reduced compressive stress in the joint, in combination with the applied work load, makes a total of 10,000lbs.
So, the bolt is subjected to exactly the same 10,000lb force as before. It’s only when the service load exceeds the 10,000lb pre-load that the joint separates and the bolt carries the full excess load.
A joint that does actually separate at the joining faces indicates inadequate pre-load for the service conditions. A torque wrench is the primary means of setting pre-load.

Top and bottom are micrometer adjustment automatic reset torque wrenches. The large and small units with angled stationary rods are deflecting beam types. At left is an inexpensive electronic converter
Getting bent
A deflecting beam torque wrench is basically a length of steel bar that bends a certain amount as pressure is applied. Australian manufacturer Warren & Brown makes an extremely high-quality type that’s been popular in workshops for decades.

In a Warren & Brown deflecting-beam torque wrench, this pin pops out to indicate correct torque. It’s visual, audible and sensitive operators can even feel it
It’s called a Dual-Signal deflecting beam torque wrench. When the pre-set torque is reached, an adjustable wedge attached to the deflection beam makes contact with an extremely sensitive trip pin. This releases an indicator pin that pops out of the stationary arm with an audible ‘click’. So an operator hears as well as sees the indicator pin pop out.
Micrometer-adjustable ‘Automatic Reset’ torque wrenches are also popular. These have an internal lever mechanism, which can be in one of two slightly different positions. Tension in the adjuster spring holds the lever arrangement in what could be described as an at ‘at rest’ position.

Upon reaching the desired torque setting, the micrometer adjustable unit at left ‘clicks’. A pin pops out on the deflecting-beam type in the centre. In the model on the right, a dial gauge gives a visual indication
Tightening torque applied by an operator tends to overcome the force of the adjuster spring and push the compound lever arrangement into a second position with a ‘click’. When the operator relaxes the tightening torque, the lever mechanism clicks back into the original position ready for the next bolt. The operator can also feel this type of wrench reach the desired torque setting but there is no visual indication.
The third type of torque wrench is all visual in its indication of applied torque. The operator simply tightens a fastener while watching a needle and dial indicator calibrated to show the amount of torque being applied. When the needle indicates the correct torque has been applied, the operator simply stops turning.

A longer wrench gives more leverage, takes less effort and provides greater control. If the required torque is in the upper 20 percent of the settable range, a larger wrench should be used. If the desired torque is within the bottom 20 percent of the range, a smaller unit should be used
These give a good indication of when an operator is approaching the appropriate setting. A resettable follower needle indicates the highest torque applied so that when a fastener has to be tightened in stages, the operator knows how much force he applied during the previous step.

This excellent little Powerbuilt unit converts any socket to a torque wrench and can also be used as a calibration device for existing torque wrenches
Newer versions of this basic torque wrench are available, which give an audible ‘beep’ when the desired torque has been reached. Some have lights that provide a supplementary indication.
Hard work
Head bolts, main studs and the like take a fair measure of effort to tighten properly. However, most of the work applied to the job is consumed in overcoming friction.
At high pre-loads, overcoming friction between the threads can take up to 80 percent of the applied torque. With another 10 percent wasted on creating torsional strains, there is sometimes as little as 10 percent of torque available for creating genuinely useful preload.
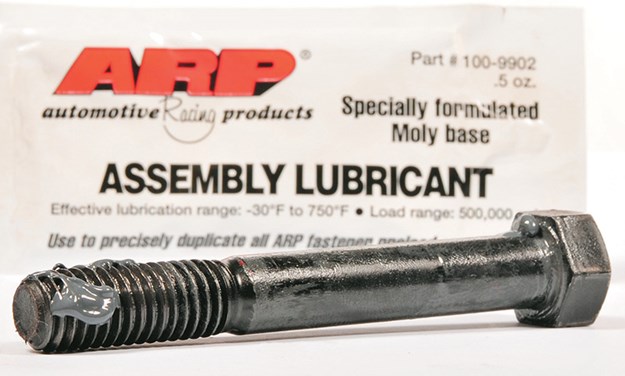
Most of the effort applied to tightening bolts and studs is consumed in overcoming friction. Special lubricant is supplied with quality fasteners. If your torque specification is given for oil lubricated bolts, a conversion table is available on the ARP website. Lubricant should be applied under heads as well as on threads
This is why it’s important to use pre-lube during assembly. People often use oil for this purpose and although this works fairly well, there are specialised products available that are even better. American company ARP manufactures high quality fasteners and sells lubricant for them separately, but if you buy a set of main bearing bolts or similar products from them they supply a sachet with enough pre-lube for one assembly.
Twelve-point bolts are used where access is difficult because they take smaller sockets
Fasteners have to be extremely strong to withstand the loads generated at the main stress points in cars and engines. Grade 8 general engineering bolts have a tensile strength of 150,000psi and this is sufficient for many purposes. However, performance engines need greater tensile strength in highly-stressed locations like main bearing caps, rod bolts, and head bolts.
Fastener manufacturers have found ways to take tensile strength above 200,000psi without having the fastener become too brittle. This means that such fasteners can handle any strains that modern performance engines produce.
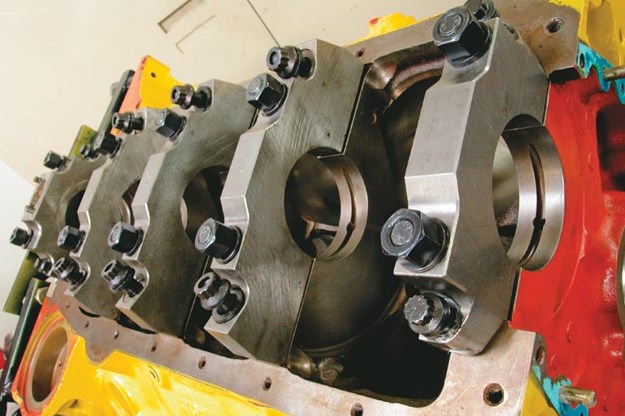
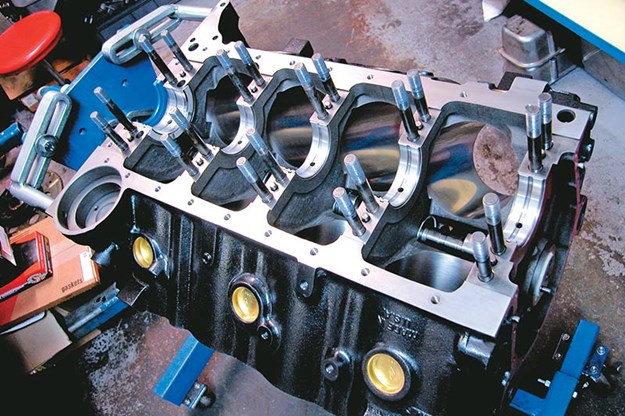
Studs aren’t always necessary. This is an extremely tough engine, yet the four-bolt main caps are fastened with bolts
If a threaded fastener takes a nut, it’s a bolt. If it’s designed to be screwed into a threaded hole, it’s a set screw. Both bolts and set screws can have heads of various types. On the other hand, studs are threaded at both ends so they have no heads. In fact, you could almost think of a stud as a screw at one end and a bolt at the other.
Studs are often considered to be stronger than bolts but if they’re both the same size and made of the same material this isn’t the case. Studs are popular on race cars because they remain in the block during assembly/disassembly cycles. Consequently, the threads in the block are less likely to be damaged. This is less of a concern in a non-competition car and quality bolts will serve just as well as studs.
Studs stay in the block when components are removed in race engines. This protects the threads in the block
A thread is often described as a wedge wrapped around a cylinder. This is a good analogy that allows us to appreciate the mechanical advantage of a thread. The number of threads per inch is called the pitch and is really a measure of how steep the figurative wedge would be if you unwound it. The outside diameter of a thread is called the major diameter.
The diameter defined by the valleys between the threads is called the minor diameter. Because the minor diameter of a fine thread is greater than that of a coarse thread, the cross-sectional area is greater and thus the bolt is stronger.
On a roll
Threads can be cut into bolts but this tends to make the threads weak and to act as stress concentration points. The best quality fasteners have threads that are rolled, rather than cut, into them. This method has the advantage of leaving the grain structure of the material intact.
Additionally, the grains in the threads are compressed together even more tightly, which results in even greater strength. This is important because the threaded section of a bolt is already weaker due to the reduced cross-sectional area. When bolts do break, it’s often at the threads.

Good quality rod bolts have dimples top and bottom to locate a stretch gauge as shown
You’ll hear that bolts in modern engines are often tightened to yield. This is a method well suited to production line operations but it stretches the bolts slightly and means that they can only be tightened once. However, during aftermarket engine assembly, parts have to be dummy assembled to check clearances. Fortunately, aftermarket fasteners are much stronger so tightening them to factory specifications doesn’t stretch them as far and they don’t reach yield. In fact, ARP says that tightening its fasteners to specification only takes them to within about 25 percent of yield. That’s why they can be re-used after tensioning to check clearances during dummy assembly.
The point of all this is that you need two things to reassemble an engine – quality nuts, bolts, studs and screws, and a precision torque wrench for tightening them to specification.

The degree of stretch isn’t affected by friction so measuring elongation is a very accurate way of establishing correct pre-load when both ends of a bolt are accessible
We took photos at Dandenong Engine Reconditioning. Quality torque wrenches can be obtained from speciality tool suppliers like Just Tools, where we also took photos. ARP fasteners can be obtained from performance parts shops.
More info:

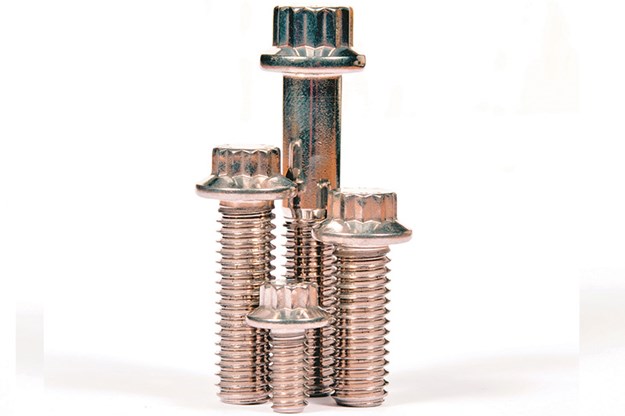
1. From left to right: A stud with 12-point nut, a six-point bolt, a 12-point bolt and a socket-headed cap screw
2. An ideal bolt. Note that the shank is reduced so that it’s the same diameter as the root of the threads. This ensures that stresses will be evenly distributed along the entire length of the bolt
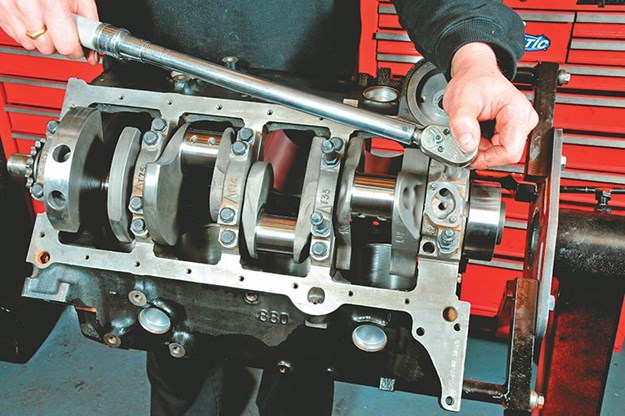
3. The folks from Dandenong Engines explained studs and bolts are generally tightened in stages. Under perhaps 80ft/lbs (108.5Nm) two stages separated by about 20ft/lbs is about right. Above 80ft/lbs three steps with about 15ft/lbs between them suits. The numbers show the general tightening order

4. Studs should only be set into a block finger tight. The hex sockets in the tips are for spinning the studs in quickly rather than tightening them

5. Again, the same general tightening sequence is used for heads. The end of each stage of the tightening sequence should be reached in a controlled, continuous pull. High-quality washers are ground to ensure perfect flatness and avoid bending stresses. They also have chamfered inner edges to clear the fairly large diameter fillets at the point where the shank meets the underside of the head on quality bolts
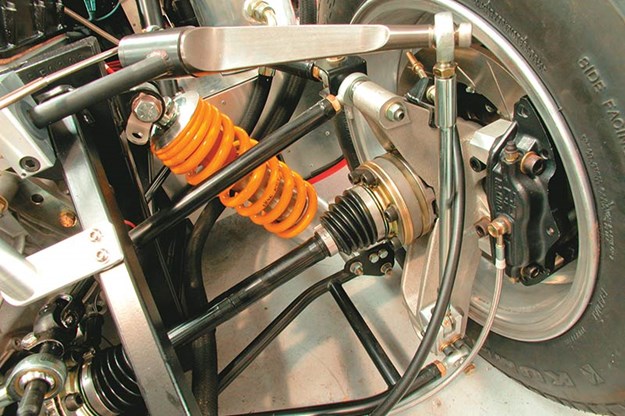
6. Anywhere on a car where stresses are involved should be fitted with high-quality grade 8 nuts and bolts

7. Ideally, wheels should also be tightened to given specifications. Besides general tightening accuracy, torque wrenches ensure that all bolts of the same type are under the same tension, which is extremely important everywhere on a car and in an engine
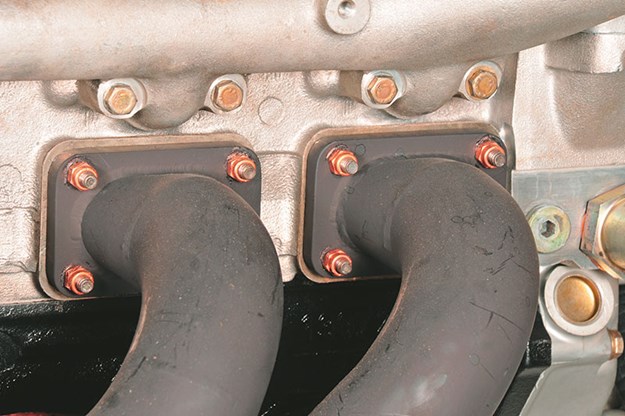
8. Exhaust studs and turbochargers are often fitted with copper nuts. The advantage of doing so is that they constitute a dissimilar metal and therefore resist seizure
9. ARP also sells ‘dress up’ kits consisting of polished nuts and bolts that simply improve the appearance of your engine in visible less-stressed sections
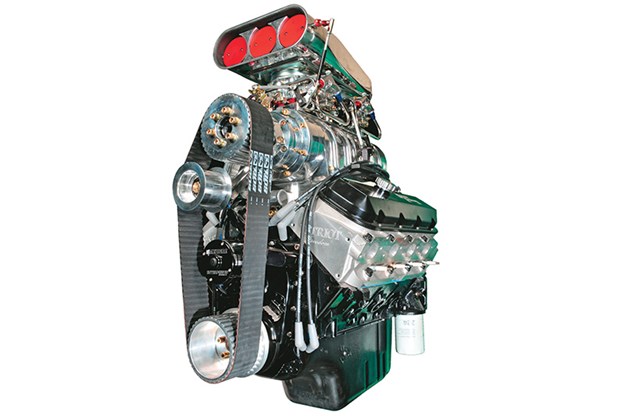
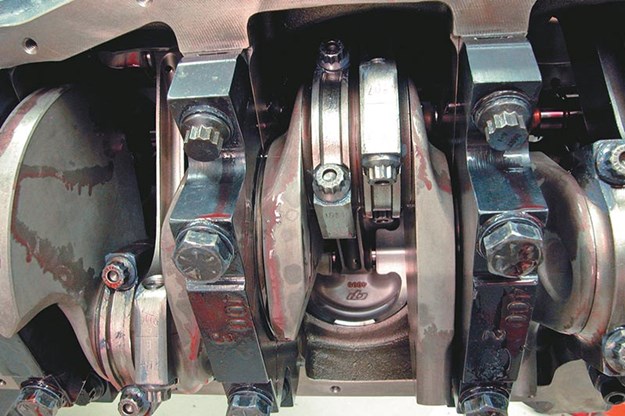
10. This is a pretty tough engine but it’s still fitted with head bolts. When you start counting you realize how many nuts and bolts are actually in an engine

Unique Cars magazine Value Guides
Sell your car for free right here
.jpg)
Get your monthly fix of news, reviews and stories on the greatest cars and minds in the automotive world.
Subscribe














